Схема точечной электросварки из запчастей от старых телевизоров
Не выкидывайте старые ламповые телевизоры на свалку: они еще могут пригодиться в домашнем хозяйстве. Примером тому может быть изготовленный мною аппарат точечной сварки, предназначенный для приваривания листовой стали толщиной до 0,5...0,8 мм к массивным стальным деталям. Он может найти применение в быту, на сельских подворьях, а также в небольших ремонтных мастерских (например, при ремонте автомобилей).
Трансформатор
Аппарат изготовлен из шести силовых трансформаторов ТС-270 от старых ламповых цветных телевизоров с использованием петель размагничивания от этих телевизоров. Для этого трансформаторы и петли размагничивания аккуратно разбирают, а из гетинакса толщиной 2,5 мм изготавливают каркас по чертежам (рис.1).
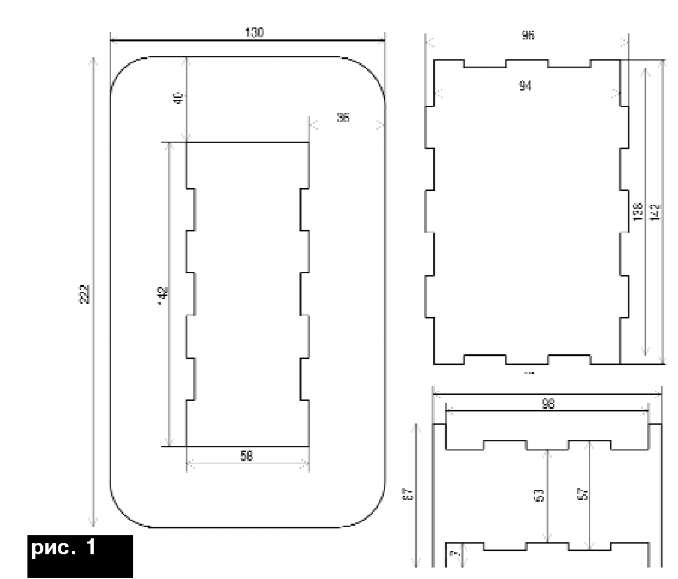
Рис. 1. Каркас трансформатора для самодельной сварки.
На каркас равномерно наматывают жгут из 3-4 проводов диаметром 0,9 мм от сетевых обмоток разобранных трансформаторов. Наматывают 150-160 витков, между слоями прокладывают бумагу от тех же трансформаторов. В завершение намотки сверху также прокладывают несколько слоев бумаги.
Следующая операция заключается в изготовлении вторичной обмотки. Для этого на расстоянии 4-5 м вертикально закрепляют два деревянных бруска (их можно закрепить и в настольных тисках). Затем разбирают петли размагничивания и наматывают жгут, состоящий из 350-400 проводов, которые можно использовать и от трансформаторов. Важно, чтобы жгут получился сечением около 100 мм2.
Этот жгут изолируют сверху тесьмой и полиэтиленом так же, как были обмотаны петли размагничивания. Концы жгута на длину примерно 50 мм зачищают, облужива-ют и скручивают между собой по 10 жил, а затем мощным паяльником спаивают весь жгут. Изготовленный таким образом жгут наматывают на каркас, где количество витков должно быть 4,5-5,5.
Теперь собираем трансформатор. Для стяжки я использовал те же детали от силовых трансформаторов, только их надо немного доработать. Для удобства проведения сварочных работ необходимо изготовить пистолет, конструкцию которого можно порекомендовать из [1].
Принципиальная схема
Рис. 2. Принципиальная схема самодельного точечного сварочного аппарата.
Устройство управления изготовлено по схеме, приведенной на рис.2. Оно состоит из блока питания, выполненного на элементах ТЗ, VD1-VD4, микросхемы DD6, таймера (DD4.1-DD4.3, DD1-DD3, DD5.1, DD4.5), формирователя импульса запуска тиристоров (DD5.2-DD5.3, VT1, Т2, VS1-VS2) и собственно сварочного трансформатора Т1.
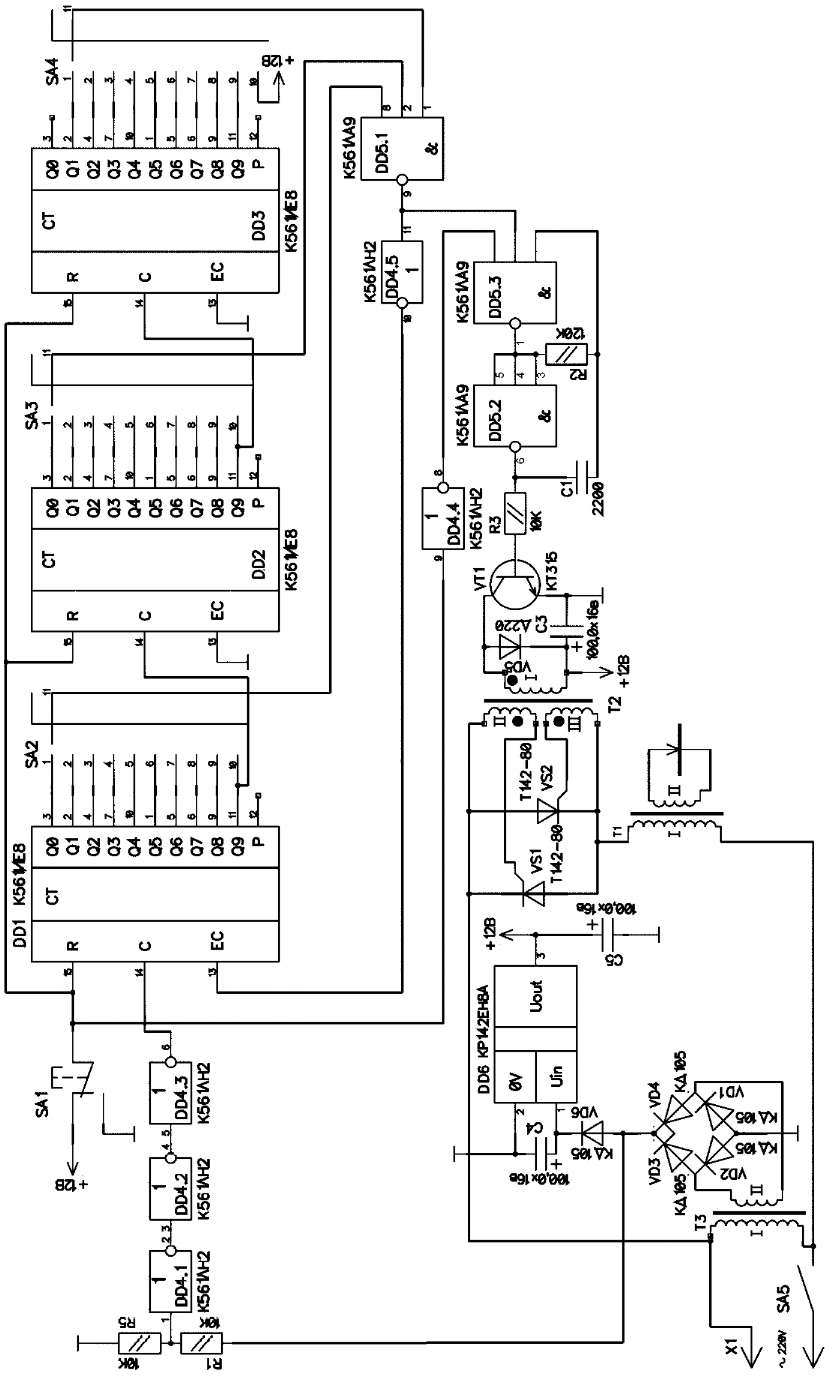
Таймер позволяет формировать импульс длительностью от 1 до 999 полуволн сетевого напряжения, т.е. от 0,01 до 9,9 с с точностью 0,01 с.
Детали и конструкция
Тиристоры установлены без радиаторов, вместо VS1-VS2 можно применить Т142-50 или один симистор ТС2-80. Трансформатор ТЗ - с напряжением на вторичной обмотке 18...20 В. Трансформатор Т2 намотан на кольцевом феррито-вом сердечнике К20х12х6. Первичная обмотка содержит 100 витков провода ПЭЛШО диаметром 0,15 мм, вторичная и третья содержат по 60 витков того же провода. Обмотки и само кольцо необходимо тщательно изолировать лакотканью.

Рис. 3. Печатная плата устройства управления сварочным аппаратом.
Все детали устройства управления размещены на односторонней печатной плате размерами 215x60 мм .
Автор: С. М. Абрамов, г. Оренбург.
Литература: 1. Папенин В. Переносный аппарат для точечной электро-сварки. Р1978, 12..